22 kwietnia 2025 r.
Zupełnie nowe studium przypadku dotyczące naszego klienta Sandvik Mining and Construction G.m.b.H. w Austrii .
Firma Sandvik w Zeltweg projektuje i produkuje maszyny do cięcia i drążenia do mechanicznego wydobywania złóż minerałów i rud, a także do budowy tuneli transportowych na całym świecie. Zakład w Zeltweg, z ponad 174-letnią historią, jest domem dla centrum kompetencji w zakresie rozwoju, inżynierii i produkcji maszyn do cięcia skał, a także mobilnych systemów przenośników taśmowych.
Produkty wytwarzane w Zeltweg są wykorzystywane zarówno w inżynierii lądowej do tworzenia podziemnych pustek – takich jak tunele i jaskinie – jak i w górnictwie podziemnym do drążenia tuneli i wydobywania surowców, takich jak węgiel, sól, potaż, platyna, diamenty i inne.
Typowe produkty z szerokiego portfolio zakładu obejmują kombajny górnicze, kombajny chodnikowe, kombajny ciągłe, kombajny wiertnicze i inne. “W naszym zakładzie w Zeltweg zatrudniamy nieco ponad 600 osób” – mówi Elmar Steinwidder (kierownik ds. produkcji i inżynierii procesowej). “Nasze maszyny górnicze i tunelowe są w pełni produkowane tutaj – od projektowania i produkcji po montaż”.

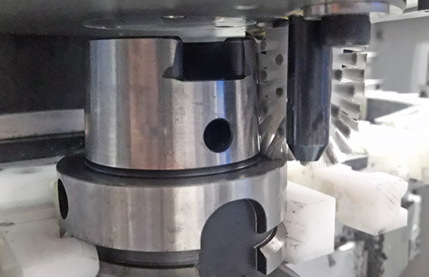
Bębny teleskopowe
Aby jeszcze bardziej zoptymalizować obróbkę głównych komponentów swoich maszyn górniczych, Sandvik od dawna szukał odpowiedniej maszyny CNC. Peter Bärnthaler (kierownik produkcji) wyjaśnia: “Nasz warsztat mechaniczny obsługuje 35 maszyn. Mieliśmy jednak tylko jedną maszynę odpowiednią do obróbki konkretnych elementów bębnów urabiających stosowanych w naszych kombajnach typu Bolter i Continuous.
Wymagają one wysokiego poziomu dokładności produkcji. Zawsze mieliśmy to szczęście, że nasze moce produkcyjne w zakresie obróbki mechanicznej były przeciążone, co mogliśmy zlecić lokalnym firmom.
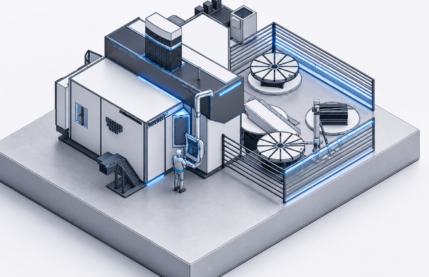
Jednak w przypadku tych specjalistycznych komponentów znalezienie zewnętrznego dostawcy było prawie niemożliwe – przynajmniej nie bez znacznych dodatkowych kosztów i długich terminów dostaw. Stworzyło to dla nas krytyczne wąskie gardło. Pionowa frezarko-tokarka UNICOM6000 z automatycznym zmieniaczem palet rozwiązała ten problem i przybliżyła nas o krok do automatyzacji naszych procesów obróbki.”
Model 3D, demo i analiza czasu
Głównym wyzwaniem dla firmy Sandvik był rozmiar komponentów, które musiały zostać obrobione.
“Nie ma wielu maszyn CNC zdolnych do obróbki wewnętrznej, biorąc pod uwagę stosunek średnicy do długości”, mówi Elmar Steinwidder. “Poprzez różne kontakty skontaktowaliśmy się z Unisign. Wysłuchali naszych wymagań i przetestowali nasze specyficzne potrzeby w zakresie obróbki przy użyciu modelu 3D. Następnie zademonstrowali to w praktyce. Dostarczyliśmy części do próbnej obróbki, które Unisign przetworzył na podobnej maszynie w swoim zakładzie produkcyjnym w Panningen”.
Peter Bärnthaler dodaje: “Obaj byliśmy tam osobiście i widzieliśmy wszystko na żywo. To oczywiście lepsze niż poleganie wyłącznie na modelu 3D. Sprawdziliśmy obrobione komponenty, a następnie dostosowaliśmy maszynę dokładnie do naszych potrzeb”. Elmar kontynuuje: “Unisign przeprowadził również analizę czasową komponentów. Demonstracja na żywo miała kluczowe znaczenie dla naszej decyzji o wyborze Unisign”.
Wsparcie instalacji i produkcji
Latem 2024 roku UNICOM6000 został dostarczony i rozpoczęła się instalacja. Elmar Steinwidder: “Konfiguracja i uruchomienie maszyny zostały przeprowadzone bardzo profesjonalnie i w bardzo krótkim czasie. Wsparcie produkcyjne ze strony Unisign było dla nas również bardzo ważne. Po uruchomieniu Unisign wspierał nas przez dwa tygodnie, pomagając naszym operatorom nauczyć się efektywnie korzystać z maszyny i odkrywać pełen zakres jej możliwości. To stanowiło dużą wartość dodaną”.
Ogromny skok
Wprowadzenie UNICOM6000 otworzyło nowe możliwości obróbki komponentów dla maszyn górniczych firmy Sandvik. Peter Bärnthaler jest bardzo zadowolony z dotychczasowej wydajności maszyny:
“Dzięki maszynie Unisign zrobiliśmy ogromny krok w kierunku skrócenia czasu realizacji zamówień. Nie musimy już polegać na zewnętrznych mocach produkcyjnych i możemy teraz wykonywać wszystkie operacje toczenia i frezowania na jednej maszynie – operacje, które wcześniej wymagały wielu maszyn. Pozwala nam to zaoszczędzić ogromną ilość czasu. A czas to pieniądz”.
Przyjazny dla użytkownika i czysty
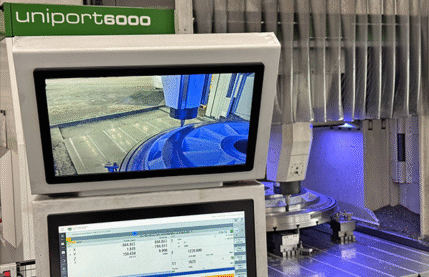
UNICOM6000 przyniosła również wiele pozytywnych zmian dla pracowników firmy Sandvik. Elmar Steinwidder: “Warto podkreślić niezrównaną łatwość obsługi maszyny. Firma Unisign poświęciła wiele uwagi ergonomii podczas projektowania maszyny”.
Często to drobne szczegóły decydują o tym, jak przyjazna dla użytkownika jest maszyna. Jednym z takich szczegółów jest zintegrowany system próżniowy, który umożliwia łatwe odsysanie wiórów z maszyny i obszaru ustawiania do przenośnika wiórów. Pomaga to utrzymać zarówno maszynę, jak i środowisko pracy w czystości i bezpieczeństwie.
Przyjazny i kompetentny
Tymi dwoma słowami Elmar Steinwidder podsumowuje współpracę z Unisign: “Podczas całego procesu – od zamówienia do uruchomienia – każdy dział Unisign służył jako kompetentny i przyjazny punkt kontaktowy. Komunikacja była i pozostaje doskonała. Nadal otrzymujemy wyjątkowe wsparcie od Unisign w każdym aspekcie”.
>> Proszę pobrać to inspirujące studium przypadku w formacie pdf.
W centrum uwagi
Unicom6000

Specyfikacja
-
Oś X1,950 mm
-
Oś Y1,425 mm
-
Oś Z1.000 / 1.250 mm
Aktualności

Usprawniono produkcję przedniej osi dzięki dostosowanemu do potrzeb rozwiązaniu UNITWIN
Skalowanie bez kompromisów: UNICOM6000 dostosowany do większych detali

Od “stosów części” do wysokiej klasy centrum obróbczego

Bouman zwiększa wydajność dzięki drugiej maszynie UNIPORT

Duże części. Ścisłe tolerancje. Obróbka obudów membran pomp.

Pomyślne zakończenie testów akceptacyjnych w fabryce

Pomyślne przeniesienie maszyny zakończone

Przetwarzanie dużych części w przemyśle spożywczym

Używany UNICOM6000 ponownie gotowy do pracy

Wspieranie najważniejszych gałęzi przemysłu w Indiach dzięki precyzyjnej obróbce skrawaniem

Obróbka konstrukcji spawanych wymagających najwyższej precyzji
Poprawa widoczności operatora

Droga firmy Stal Warsztat do sukcesu z rozwiązaniami obrabiarek Unisign

UNIPORT6 ponownie przyszłościowy dzięki modernizacji systemu sterowania
“Krąg jest kompletny”

Zapewnienie optymalnego czasu pracy maszyny dzięki umowie serwisowej

Dodatkowa głowica obróbcza zwiększa produkcję maszyn leśnych

Bezproblemowa obróbka wózków dzięki Unisign

Wykorzystanie lokalnej wiedzy specjalistycznej w Czechach i na Słowacji

Nowa generacja stalowych osłon teleskopowych do maszyn UNICOM6000

UNITWIN6000: Innowacyjna obróbka osi przedniej

Idealne dopasowanie do obróbki wózków

Solidny, niezawodny i przyjazny dla użytkownika: UNIPORT6000

Modernizacja maszyn zwiększa Państwa produktywność i bezpieczeństwo IT

UNIPORT6000 – Maszyny zapewniające większą wydajność obróbki

UNIPORT6000-HV-OG zwiększa elastyczność i jakość

Unisign wyróżnia się życzliwością i chęcią pomocy

Profilaktyczne okablowanie: Uniknięcie zużycia i zwiększenie niezawodności

Unisign wyznacza standardy, którym powinni sprostać wszyscy inni producenci maszyn

Konserwacja i obsługa posprzedażna wspierane przez rozległą wiedzę

Uszkodzona głowica lub wrzeciono główne?

Całkowicie bezobsługowe rozwiązanie do relokacji maszyn
Czyszczenie stożka narzędzia: niezbędne dla dokładnej obróbki
Pomiar to wiedza
UNIPORT6000 jest niezastąpiony w obróbce precyzyjnej

Modernizacja sterowników wydłuża żywotność starszych maszyn

Udany start na rynku frezowania CNC przy użyciu maszyn Uniport

Najnowocześniejsza obróbka wózków na UNIPORT6000

Zwiększona produkcja przyczep leśnych PALMS

Maszyny Unisign – pierwszy wybór dla precyzyjnej obróbki wykańczającej

Zwiększenie prędkości produkcji dzięki portalowym centrom obróbczym Unisign

Duże, wykonane na zamówienie komponenty przetwarzane w najdrobniejszych szczegółach

Kompleksowe rozwiązanie do obróbki skrawaniem: trzy maszyny UNICOM6000 połączone ze sobą za pomocą systemu FMS

UNICOM6000 – niezbędny do produkcji dużych pomp

Przednie osie obrabiane wyłącznie w UNITWIN6000

UNIPORT6000: Bijące serce procesu produkcyjnego

Wysoka dokładność i stabilność procesu dzięki maszynom Unisign

Wykonywanie wielu operacji na złożonych konstrukcjach spawanych
