2026年6月10日
对于许多制造企业而言,标准多任务加工中心能够提供坚实的生产基础,但对于不断增长且日益复杂的应用需求而言,标准配置并不总是完全匹配。在 Unisign,我们并不将其视为限制,而是将其视为工程创新的机会:在不牺牲精度、稳定性和可靠性的前提下,根据具体生产需求对成熟平台(如 UNICOM6000)进行定制化升级。。
挑战:元件尺寸的增大
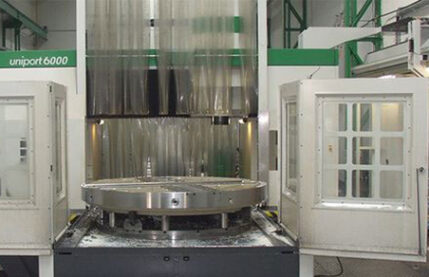
一个最近的例子是我们与一家德国客户的合作。该公司需要一套数控加工解决方案,以处理比以往更大的工件。他们现有的UNICOM6000机床已经过定制,车削直径已增至Ø2.120毫米。
然而,持续的产品开发带来了新的要求:
- 尺寸明显更大的工件
- 始终如一的高精度公差和表面质量
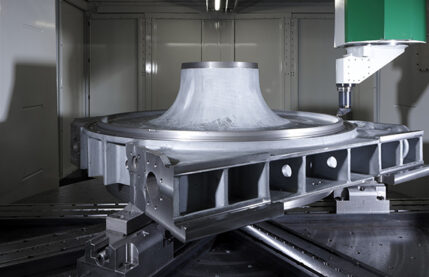
- 一次装夹即可实现全面的多功能加工(铣削、车削、钻孔等)
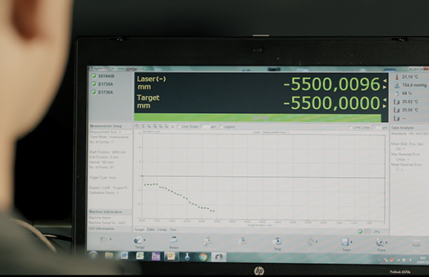
推动此次重新设计的关键规格是最大车削直径为Ø2.500毫米——这比标准配置(Ø2.000毫米)和现有机床都有了显著提升。
打造解决方案
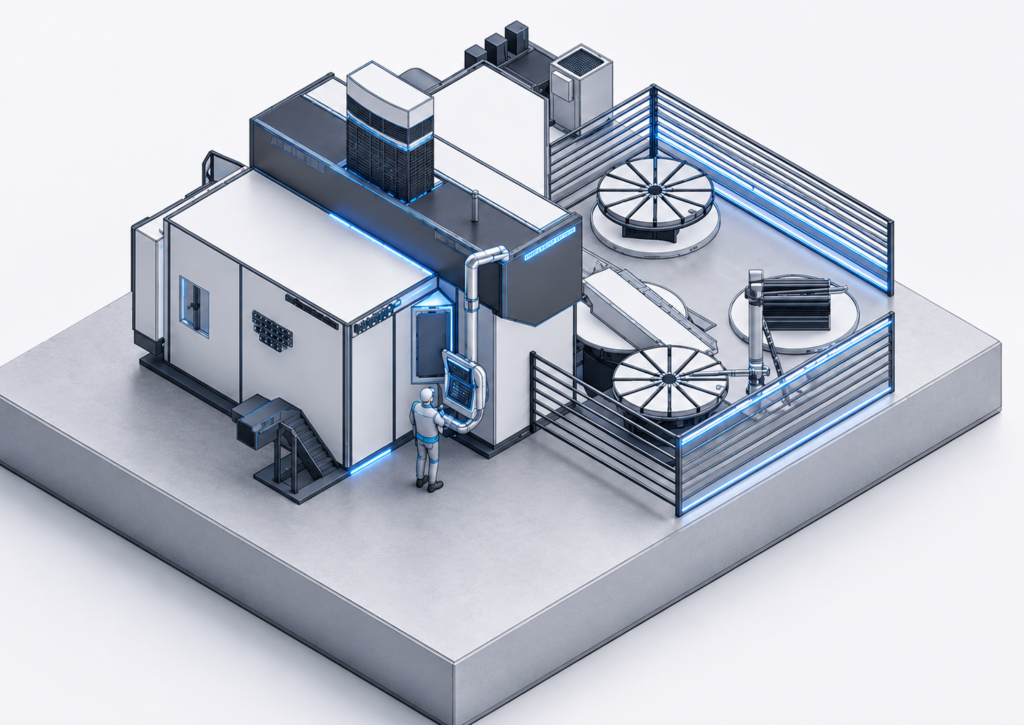
提高多功能数控机床的车削能力并非简单的尺寸调整,而是需要对多个子系统进行协调一致的重新设计,以保持刚性、精度和防碰撞安全性。 定制版UNICOM6000的车削直径已增至Ø2.500 mm,且工作范围得到扩展(X = 2.450 mm | Y = 1.425 mm | Z = 1.250 mm)。
结构修改
车削直径的增大会直接影响机床的干涉轮廓——即所有部件在运动过程中必须保持不发生碰撞的安全工作区域。
主要工程调整包括:
- X轴延伸量(+625 毫米):初步计算认为+500 毫米已足够。然而,干涉分析显示与机床立柱存在冲突,因此需要增加延伸量以确保安全运行。
- 桥梁加长:为适应交通量的增加,同时保持大跨度段的刚度,对桥梁的主结构梁进行了加长。
- 主轴柱重新定位(+250 毫米):将主轴柱相对于托盘中心进行位移,可增大干涉轮廓半径,从而实现更大直径工件的加工。
- 框架和立柱底座延伸(X 方向增加 250 毫米):用于支撑重新定位的刀具立柱并保持结构完整性。
- 刀头更换柱位移量(+375 毫米):由于刀盘以 45° 角移动,需要额外的间隙。因此,为确保刀头更换的安全可靠,位移量比预期更大。
这些修改综合起来,使得X轴的总伸展长度达到625毫米。
保持绩效标准
一个关键要求是确保产能提升不会影响机器性能。
大型机器本质上更容易受到以下因素的影响:
- 刚度降低
- 振动加剧
- 热变形
为降低这些风险,该设计保留了UNICOM6000平台的核心优势:
- 通过优化车架设计,实现高结构刚性
- 精密多任务主轴技术
- 高级控制集成(西门子One)
- 经过验证的运动学设计和头部结构
因此,即使在Ø2.500 mm的加工条件下,该机床仍能提供与标准平台相同的精度、重复性和表面光洁度。
运营优势
定制版 UNICOM6000 具有以下几项直接优势:
- 在单次装夹中加工较大尺寸的工件。
- 提高加工效率:一次装夹即可完成从粗加工到精加工的全过程。
- 平台延续性:作为客户部署的第二套 UNICOM6000 系统,该解决方案基于成熟且值得信赖的平台构建,因此操作人员能够快速上手,既能保留现有流程知识,又能减少培训需求。
结果:基于成熟基础的定制化解决方案
该项目证明,定制化并不需要从零开始。通过利用UNICOM6000模块化且坚固耐用的设计,Unisign在提供高度定制化解决方案的同时,也保留了这一久经考验的机器概念的可靠性。为该机器开发的更大车削直径,现已成为所有未来UNICOM6000机器的新标准。
在重点
Unicom6000

规格
-
X轴1950 mm
-
Y轴1425 mm
-
Z轴1000 / 1250 mm
All news

借助定制化的 UNITWIN 解决方案,前桥生产流程得以优化

从 “零件堆 “到高端加工中心

Bouman 通过第二台 UNIPORT 设备提高生产率

大型部件。公差严格。加工泵隔膜外壳。

工厂验收测试圆满完成

成功完成机器转移

食品工业中大型部件的加工

二手 UNICOM6000 再次投入使用

为印度的关键产业提供精密加工服务

加工需要最高精度的焊接结构

整机搬迁服务

斯塔尔瓦尔茨塔特有限公司(Stal Warsztat)的Unisign机床解决方案的成功之旅
“闭环已完成”

UNICOM6000消除了外协加工的需求

通过移动操作员平台提高可视度

双倍转速,铣削速度更快

第1000台机床已经准备就绪!

UNIPORT7000荣获Kostwein集团年度最具生产力数控机床

增加龙门垂直间隙高度可扩展加工能力

增加加工头可提高林业机械的生产效率

2024 年 Unisign 代表会议

庆祝 1000 台里程碑

由于使用Unisign数控机床,转向架的加工没有任何问题

UNITWIN6000: 创新的前轴加工

完美适合转向架加工

坚固、可靠且使用方便的龙门铣:UNIPORT6000

第一个!

Uniport 6000机床可满足更高的加工效率

Aftermovie #50 years Unisign

UNIPORT6000-HV-OG提升灵活性和加工质量

Unisign的友善和乐于助人脱颖而出

Unisign制定了所有其他机床制造商都应遵守的标准

丰富的知识支持维护和售后服务

开放日——50周年

50周年庆典
发现我们的新企业视频

更短的周转时间和维修质量保证

音乐作为象征和灵感的来源

我们机械加工园区的新成员
热烈庆祝我们公司50周年华诞!
刀具锥柄清洁: 对精确加工至关重要
通过测量:保证几何精度

一天的精确作业浓缩到80秒!

任何非标准零件加工
ISO 9001证书续期
UNIPORT6000–高精度加工不可或缺

改装数控系统,延长了传统机床的寿命

新网页:我们服务网页已经改头换面

提供给瑞士客户的五轴龙门铣

使用UNIPORT龙门机床成功开启数控铣削加工市场

在Uniport6000龙门铣上实现最先进的火车转向架加工

增加PALMS(帕姆斯)林业拖车产量

新年快乐

酷视频–整体机加工解决方案

Unisign机床–高精度精加工的首选

精度方面的专家

两个车削工作站–无停机时间

使用Unisign 龙门加工中心提高加工速度

我们的数控机床是多任务数控加工的理想选择

大型定制零件,尺寸达12.5米,以及加工至最小细节

加工大型零件的理想选择

三台UNICOM6000机床通过FMS连接在一起的整体加工解决方案

UNICOM6000–大型水泵生产中不可缺少的机床

独有的前轴加工设备UNITWIN6000

工厂验收测试视频直播

新版本UNIPORT4000 龙门加工中心

强大的全能性和灵活性—美国麦迪克 (Multicam)

新年快乐

Unisign quality in it’s most compact form yet!

生产过程中跳动的心脏

高精度和工艺稳定性–Unisign机床

更高-更快-更宽

在复合焊接构架上完成各种加工

前轴的加工围绕着效率

适用于小零件和大部件的 万能机床

在拉巴公司(RABA)加工卡车前轴

加工木材剥皮机零部件

去毛刺机器人的研发

平滑数控加工泵和阀门设备

新款龙门天桥式机床- Homag Kantentechnik

Unimast:叉车门架型钢加工的最好的数控加工机床
旧 NC 程序在新 CNC 机器上一对一运行
激励年轻人!

美国MultiCam公司的 Uniport6000 龙门加工中心

证书更新 ISO 9001:2015
Uniport6000–豪迈木工机械加工解决方案
新年快乐

数控机床的礼拜仪式

Uniport6000 龙门铣加工带锯机床—- 捷克共和国

EMO2019:非常感谢您的莅临!

PALMS森林拖车增产项目

EMO2019:提升你的机床性能

Unisign 公司夏季活动及暑假

Successful Dealermeeting 2019

International Dealermeeting 2019

强大的加工和叉车型材的自动传输

Unisign at Prodex 2019, Switzerland
Unisign at Mach-Tech 2019 in Hungary

最大的灵活性: Uniport 6000 高压与旋转木马转台

前轴的自动化生产降低了每件的成本
Unisign team at running event Venloop 2019

Thank you for visiting us at AMB 2018, Stuttgart!

UNISIGN Partner in Productivity, AMB 2018 – Hall 9, Stand D52

Anniversary weekend 45 years UNISIGN, June 22nd & 23rd.

SafanDarley: “UNISIGN understands what we do and focusses on what we really need!”

Very successful Demo Days!

UNISIGN Demo Days in full swing!

Friday 23 March 2018, UNISIGN celebrated its 45th anniversary!
UNISIGN Demo Days April 10-11th, 2018

土耳其RC工程公司购买了26米长的Uniport 6000

UNISIGN成功举办2017年荷兰VERICUT用户交流会(VUE)

感谢您莅临UNISIGN汉诺威EMO 2017的展台!

Unisign将展出2017年EMO,大廳13-c54!

2017年度代理商大会

谢谢!

UNISIGN为客户Ferdinand Steck Maschinenfabrik AG安装UNIPORT 6000龙门加工中心。
德国Deharde Maschinenbau公司对Unisign的满意度反馈

UNISIGN展覽在metalloobrabotka,莫斯科

UNISIGN在INTEC LEIPZIG的展覽

AMB international exhibition for metal working

Unisign launched its new responsive corporate website

Mill Turn solutions
